Er is één kernconcept dat fundamenteel is voor het veranderen van de perceptie van energiegebruik. Mitsubishi Electric noemt dit EPU; de Energie Per Eenheid geproduceerd. Het is simpelweg de hoeveelheid energie die verbruikt wordt om één product te produceren.
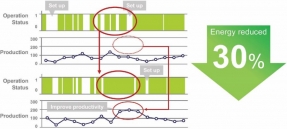
EPU heeft twee krachtige kenmerken; het maakt de directe koppeling mogelijk van de energiekosten aan de fabricageactiviteit; zij is ook variabel/dynamisch. Dat klinkt niet zo belangrijk totdat je een lijnstilstand hebt en de EPU snel begint te stijgen naarmate energie wordt verbruikt maar geen product meer wordt wordt geproduceerd. Het tweede kenmerk is dat het gemakkelijk is om productieprestaties tussen lijnen of zelfs fabrieken te vergelijken, omdat de EPU volledig wordt bepaald door de efficiëntie van de productie, d.w.z. de productiviteit. En daarom gebruikt Mitsubishi Electric het om zichzelf te benchmarken, maar ook om energiebesparende activiteiten te stimuleren.
Doorgaans hebben fabrikanten een zeer duidelijk idee van de materiaalkosten, directe en indirecte arbeidskosten, logistiek, afschrijvingen, enz. met betrekking tot hun productieprocessen. Maar heel zelden weten ze eigenlijk iets dan het totale energieverbruik.
Door het e-F@ctory concept van 'connect everything' toe te passen en te meten wat belangrijk is, zijn klanten in staat om de EPU af te leiden. Het mooie is dat energiemonitoring met terugwerkende kracht kan worden toegepast op elke bestaande site of machine. Modules kunnen rechtstreeks aan bestaande breakers worden toegevoegd of gedistribueerde meetpunten kunnen worden geïnstalleerd zonder de bestaande productie of bekabeling te verstoren - gewoon de juiste CT-modules overklemmen.
Door deze aan te sluiten op lokale meters en controlestations wordt het gemakkelijk om al die gegevens terug te halen naar een centraal beheerspunt. Hoe meer zichtbaarheid van die gegevens, hoe meer veranderingseffecten kunnen worden gecreëerd. Hieronder enkele echte gebruikssituaties.